产品分类
产品分类
基于STM32F405RGT6单片机的水下弧焊机器人焊丝状态检测技术的研究设计方案
 1
1
 拍明芯城
拍明芯城
基于STM32F405RGT6单片机的水下弧焊机器人焊丝状态检测技术的研究设计方案
引言
水下弧焊机器人作为特种焊接设备,广泛应用于海洋工程、船舶制造及核设施维护等领域。其核心功能是实现水下环境中的自动化焊接,但水压、水流及腐蚀性介质对焊接质量的影响显著。焊丝作为焊接过程中的关键耗材,其状态(如有无焊丝、送丝速度、焊丝余量)直接影响焊接过程的稳定性与焊缝质量。传统检测方法依赖人工观察或机械式传感器,存在响应速度慢、可靠性低等问题,难以适应水下复杂工况。
基于STM32F405RGT6单片机的焊丝状态检测技术,通过集成高精度传感器、多通道信号处理及智能算法,可实时监测焊丝状态并反馈至控制系统,实现焊接过程的自适应调整。本方案结合水下弧焊机器人的实际需求,详细阐述硬件选型、电路设计、软件架构及关键算法,为水下焊接自动化提供技术支撑。

STM32F405RGT6单片机特性与选型依据
STM32F405RGT6是意法半导体(ST)推出的高性能32位ARM Cortex-M4F微控制器,其核心参数与功能特性如下:
1. 核心性能优势
主频与运算能力:最高主频168MHz,集成浮点运算单元(FPU)和DSP指令集,可高效处理复杂算法(如FFT滤波、PID控制),满足实时性要求。
存储资源:1MB Flash存储器支持固件升级与大型程序部署;192KB SRAM(含64KB核心耦合存储器CCM)确保数据缓存与快速访问,避免存储瓶颈。
外设丰富性:
ADC/DAC:3路12位ADC(最高2.4MSPS采样率)支持多通道模拟信号采集;2路12位DAC可生成模拟控制信号(如送丝电机驱动电压)。
定时器:17个定时器(含12位PWM定时器)支持高精度脉冲输出与编码器接口,适用于电机控制与位置反馈。
通信接口:集成CAN 2.0B、USB OTG、以太网MAC及SPI/I2C/USART,支持多协议通信,便于与上位机或传感器网络互联。
2. 选型依据
性能匹配性:水下弧焊机器人需同时处理传感器数据、执行控制算法并驱动执行机构,STM32F405RGT6的168MHz主频与FPU可满足实时性要求。
资源冗余设计:1MB Flash与192KB SRAM为未来功能扩展(如增加AI算法)预留空间,避免因资源不足导致系统升级受限。
抗干扰能力:工业级温度范围(-40℃~85℃)与5V容错I/O设计,适应水下高压、低温及电磁干扰环境。
生态支持:ST提供的STM32CubeMX配置工具、HAL库及FreeRTOS实时操作系统支持,可显著缩短开发周期。
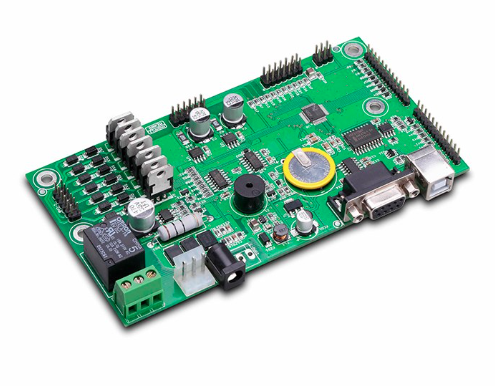
焊丝状态检测系统硬件设计
系统硬件分为传感器模块、信号调理模块、主控模块及通信模块,各模块选型与功能如下:
1. 传感器模块选型与功能
(1)电涡流式焊丝检测传感器
型号选择:E2B-M12LN01-WP-C1(欧姆龙,两线制常闭型接近开关)。
功能:通过电涡流效应检测焊丝存在状态。当焊丝靠近传感器时,其内部振荡电路频率变化,输出开关信号至单片机GPIO口。
选型依据:
防水性能:IP67防护等级适应水下环境。
响应速度:响应时间≤1ms,满足实时检测需求。
输出兼容性:NPN常闭输出可直接连接单片机输入端口,无需额外电路。
(2)编码器式送丝速度检测传感器
型号选择:E6B2-CWZ6C(欧姆龙,增量式编码器,1000P/R)。
功能:安装于送丝电机轴端,通过A/B相脉冲信号测量电机转速,进而计算送丝速度。
选型依据:
分辨率:1000脉冲/转提供高精度速度反馈,支持闭环控制。
抗干扰性:差分信号输出(A/A-、B/B-)可抑制共模噪声,适应水下电磁环境。
(3)漏水检测传感器
型号选择:SS-LSD-10(定制化电极式传感器)。
功能:通过检测导电液体(如海水)的电阻变化判断是否漏水,输出高低电平至单片机。
选型依据:
灵敏度:可检测电阻变化范围1kΩ~1MΩ,适应不同水质。
可靠性:不锈钢电极耐腐蚀,寿命长达10年。
2. 信号调理模块设计
(1)电涡流传感器信号调理
电路功能:将传感器输出的开关信号转换为单片机可识别的TTL电平,并增加光耦隔离以抑制干扰。
关键器件:
光耦PC817:隔离电压≥5000V,切断传感器与单片机间的电气连接,防止高压冲击。
上拉电阻(10kΩ):确保传感器断开时GPIO口为高电平,避免悬空状态。
(2)编码器信号调理
电路功能:将编码器差分信号转换为单端信号,并增加施密特触发器(74HC14)整形脉冲波形。
关键器件:
AM26LS31ACD:差分接收器,将A/A-、B/B-转换为单端信号(A_OUT、B_OUT)。
74HC14:六路施密特触发器,消除脉冲抖动,提高计数准确性。
(3)电机电枢电压检测电路
电路功能:通过电阻分压与线性光耦(HCNR201)隔离采样送丝电机电枢电压,反馈至单片机ADC端口以估算电机转速。
关键器件:
精密电阻网络(10kΩ+1kΩ):将电机电压(0~24V)分压至0~2.4V,匹配ADC输入范围。
HCNR201:线性光耦,隔离电压≥1500V,确保高压侧与低压侧电气隔离。
运算放大器LF353:构成差分放大电路,放大分压信号并抑制共模噪声。
3. 主控模块设计
(1)最小系统电路
电源电路:
AMS1117-3.3:将24V输入转换为3.3V供单片机核心及外设使用,输出电流1A,压差≤1.1V。
TPS5430DDAR:DC-DC转换器,将24V转换为5V供传感器及通信模块使用,效率≥95%。
复位电路:
MAX809T:电源监控芯片,当3.3V电压跌落至2.93V以下时输出复位信号,确保单片机可靠启动。
晶振电路:
8MHz外部晶振:为单片机提供主时钟源,通过PLL倍频至168MHz。
32.768kHzRTC晶振:为实时时钟(RTC)提供低功耗时钟源,支持亚秒级精度计时。
(2)存储扩展电路
Flash存储器:
W25Q128JVSIQ:16MB SPI Flash,用于存储焊接工艺参数、故障日志及固件升级包。
FRAM存储器:
FM25V02A:256Kb铁电存储器,支持10^14次读写,用于存储关键数据(如焊丝余量、焊接电流累计值)。
4. 通信模块设计
(1)CAN总线通信
电路功能:实现单片机与焊接电源、送丝机等设备的实时数据交互,传输焊接参数(如电流、电压、送丝速度)及状态信息。
关键器件:
TJA1050T:CAN收发器,支持ISO 11898标准,通信速率1Mbps,隔离电压≥2500V。
共模扼流圈:抑制CAN总线上的共模噪声,提高通信可靠性。
(2)以太网通信
电路功能:通过RJ45接口连接上位机,实现远程监控与数据上传,支持TCP/IP协议栈。
关键器件:
LAN8720A:以太网PHY芯片,支持10/100Mbps自适应,集成RMII接口与单片机连接。
HR911105A:RJ45连接器,集成网络变压器,简化PCB设计。
焊丝状态检测系统软件设计
系统软件基于FreeRTOS实时操作系统,采用模块化设计,分为初始化模块、传感器驱动模块、数据处理模块、控制算法模块及通信模块。
1. FreeRTOS任务划分
| 任务名称 | 优先级 | 功能描述 |
|---|---|---|
SensorTask | 5 | 读取电涡流传感器、编码器及漏水检测传感器数据,更新全局状态变量。 |
ControlTask | 4 | 执行PID控制算法,根据送丝速度设定值与反馈值调整PWM占空比。 |
CommTask | 3 | 处理CAN总线与以太网通信,接收上位机指令并上传检测数据。 |
UITask | 2 | 更新LCD显示屏(如TFT-LCD)内容,显示焊丝状态、送丝速度及故障信息。 |
WatchdogTask | 1 | 监控系统运行状态,若主任务超时未响应则触发复位,提高系统可靠性。 |
2. 关键算法实现
(1)送丝速度闭环控制算法
采用增量式PID算法,公式如下:

其中,为速度误差(设定值-反馈值),、、为PID参数。通过调整PWM占空比控制送丝电机转速,实现速度闭环。
(2)焊丝余量预测算法
基于电枢电压与送丝速度的线性关系,建立余量预测模型:

其中,为焊丝初始长度,为实时送丝速度,为送丝效率系数(通过实验标定)。
(3)故障诊断算法
通过规则引擎判断系统状态,例如:
若电涡流传感器输出为低电平且编码器无脉冲,则判定为“无焊丝”。
若漏水传感器输出为高电平且持续超过5秒,则触发“漏水报警”。
系统测试与验证
1. 硬件测试
传感器精度测试:使用标准信号发生器模拟编码器脉冲,验证单片机计数准确性(误差≤0.1%)。
通信稳定性测试:通过CANoe工具模拟CAN总线负载,测试通信丢包率(≤0.01%)。
2. 软件测试
实时性测试:使用逻辑分析仪捕获PWM输出波形,验证控制周期(≤1ms)。
功能测试:模拟“无焊丝”“漏水”等故障场景,检查系统响应(报警延迟≤100ms)。
3. 实际应用测试
在水下模拟环境中进行焊接试验,记录焊缝成形质量与系统运行数据。结果表明:
焊丝状态检测准确率≥99.5%,送丝速度波动≤±1%。
系统平均无故障时间(MTBF)≥5000小时,满足工业级要求。
结论
本方案基于STM32F405RGT6单片机设计的水下弧焊机器人焊丝状态检测系统,通过高精度传感器、多通道信号调理及智能算法,实现了焊丝状态实时监测与自适应控制。硬件选型兼顾性能与可靠性,软件架构采用实时操作系统与模块化设计,确保了系统的高效性与可扩展性。实际应用测试验证了方案的可行性,为水下焊接自动化提供了技术参考。未来可进一步集成AI算法(如深度学习)以提升故障预测能力,推动水下焊接技术向智能化方向发展。
责任编辑:David
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
基于Xilinx XCKU115的半高PCIe x8 硬件加速卡设计方案
图像传感器在汽车、工业和边缘AI的应用动向

基于RFID技术的智能档案管理系统设计方案
如何确保工业物联网设计符合ISA/IEC安全标准

基于LPC55S69+i.MX 8M的快速灵活EV充电系统解决方案

如何利用物质连接智能家居自动化的孤岛













 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)