产品分类
产品分类
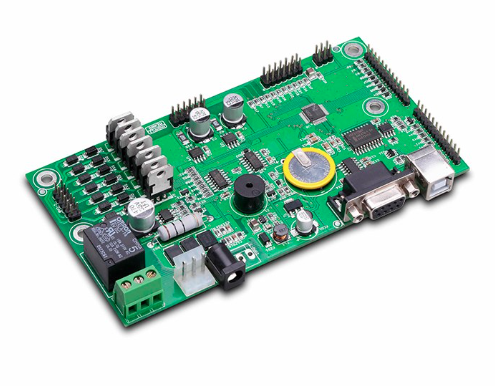
单点测钢板厚度方案
 1
1
 拍明芯城
拍明芯城
在工业制造与质量检测领域,钢板厚度的精确测量是确保产品性能、结构安全及工艺合规性的核心环节。传统接触式测量方法(如卡尺、千分尺)存在效率低、易损伤工件表面、难以适应高温或高速生产线等局限性,而非接触式测量技术凭借其高精度、快速响应及非破坏性优势,已成为现代工业测量的主流方案。本文聚焦单点测钢板厚度场景,结合超声波与激光两种主流非接触测量原理,系统阐述传感器选型依据、核心元器件功能及设计逻辑,并提供可落地的硬件配置方案,为工业测厚系统的开发提供技术参考。

一、单点测厚技术原理与场景需求分析
1.1 技术原理对比:超声波与激光测厚
超声波测厚基于脉冲反射原理,传感器发射高频超声波脉冲至钢板表面,超声波在材料内部传播至底面后反射回传感器,通过测量声波传播时间T与材料声速V计算厚度( )。该技术适用于金属、塑料、陶瓷等声阻抗差异明显的材料,但对表面粗糙度、涂层厚度及多层结构敏感,需校准声速参数。
)。该技术适用于金属、塑料、陶瓷等声阻抗差异明显的材料,但对表面粗糙度、涂层厚度及多层结构敏感,需校准声速参数。
激光测厚采用激光三角反射法或相位差法,传感器发射激光束照射钢板表面,反射光经接收器转换为电信号,通过光斑位移与几何关系计算距离。单点激光测厚通常需从钢板两侧同步测量距离( 为两侧传感器至表面距离),或结合已知基准面(如固定支架)单侧测量。激光技术对表面光洁度要求较高,但可适应高温、高速及动态测量场景。
为两侧传感器至表面距离),或结合已知基准面(如固定支架)单侧测量。激光技术对表面光洁度要求较高,但可适应高温、高速及动态测量场景。
1.2 典型应用场景与需求
高温环境:冶金行业连铸板坯、热轧钢板在线测厚,需传感器耐受500℃以上高温。
高速生产线:冷轧带钢生产线速度达20m/s,要求测量频率≥1kHz,响应时间≤1ms。
腐蚀监测:化工压力容器、管道壁厚减薄检测,需亚毫米级精度及长期稳定性。
动态振动工况:如船舶钢板在波浪载荷下的厚度变化监测,需抗振动干扰设计。
二、超声波测厚系统元器件选型与功能解析
2.1 核心传感器:超声波探头(如Olympus M208)
型号选择依据:
频率范围:高频探头(5-10MHz)分辨率高,适合薄板(<10mm);低频探头(0.5-2MHz)穿透力强,适用于厚板(>50mm)或粗糙表面。
温度耐受性:高温探头(如Olympus HT系列)采用特殊压电陶瓷材料,可耐受300℃环境,适用于热轧钢板检测。
双晶探头设计:分离发射与接收晶片,减少近场盲区,提升近表面测量精度(如0.1mm级)。
功能作用:
发射/接收超声波脉冲,将电信号转换为机械振动(发射)及机械振动转换为电信号(接收)。
通过内置温度补偿模块自动修正声速变化,确保高温环境下的测量准确性。
集成耦合状态监测功能,实时反馈探头与工件表面接触质量,避免因空耦合导致数据异常。
选型逻辑:
以某钢铁企业热轧生产线为例,钢板厚度范围8-40mm,表面温度≥150℃,且存在氧化皮覆盖。选用Olympus M208双晶高温探头(频率2MHz,耐温200℃),其0.8mm近场盲区可忽略氧化皮影响,0.01mm分辨率满足质量控制要求,且支持无线数据传输,适配生产线自动化系统。
2.2 信号处理模块:高速ADC与FPGA组合
型号选择依据:
ADC分辨率:16位ADC(如ADI AD7685)可提供0.0015%的量化精度,满足亚毫米级测量需求。
采样率:≥100MS/s(如TI ADC12D1800)可捕获纳秒级回波信号,避免高频噪声混叠。
FPGA处理能力:Xilinx Artix-7系列FPGA(如XC7A100T)具备低延迟(<100ns)与并行处理能力,可实时完成回波信号滤波、峰值检测及厚度计算。
功能作用:
ADC将探头输出的模拟信号转换为数字信号,FPGA通过数字信号处理(DSP)算法提取回波时间参数。
FPGA内置FIR滤波器可抑制高频噪声(如电磁干扰),提升信噪比(SNR)。
通过时间数字转换(TDC)技术实现皮秒级时间测量,进一步提升厚度分辨率。
选型逻辑:
在某化工压力容器检测项目中,需在0.5秒内完成10次测量并输出平均值。选用AD7685+XC7A100T组合,ADC采样率250MS/s,FPGA可并行处理4通道信号,系统整体响应时间≤80ms,满足实时监测需求。
2.3 温度补偿模块:PT100铂电阻与恒流源电路
型号选择依据:
PT100精度:A级精度(±0.15℃)可满足声速修正需求,B级(±0.3℃)适用于一般工况。
恒流源设计:采用LM334恒流芯片(输出电流1μA-10mA)为PT100供电,避免导线电阻对测量影响。
冷端补偿:集成MAX31865 RTD到数字转换器,支持4线制接法,消除引线电阻误差。
功能作用:
实时监测钢板表面温度,通过查表法或公式修正声速参数(如钢在200℃时声速较20℃下降约1%)。
恒流源电路确保PT100输出与温度呈线性关系,提升补偿精度。
冷端补偿模块消除环境温度波动对测量结果的影响。
选型逻辑:
在某铝板冷轧生产线中,环境温度波动范围-10℃至40℃,选用PT100 A级+MAX31865组合,温度测量误差≤0.2℃,声速修正误差≤0.02mm,保障厚度测量稳定性。
三、激光测厚系统元器件选型与功能解析
3.1 核心传感器:激光位移传感器(如ZLDS113)
型号选择依据:
量程与分辨率:ZLDS113提供5/10/25/50/100mm五档量程,分辨率达1μm,线性度±3μm,适配不同厚度钢板。
高温版本:可选500-2200℃高温型号,采用蓝宝石镜头与水冷设计,适用于冶金行业。
同步测厚功能:支持两台传感器对射测量,自动计算厚度值,简化系统集成。
功能作用:
发射激光束并接收反射光,通过三角反射法计算传感器至钢板表面距离。
高温版本通过水冷循环保持镜头温度稳定,避免热变形影响测量精度。
同步测厚模式下,两台传感器数据通过RS485或以太网传输至主机,实时输出厚度值。
选型逻辑:
在某不锈钢热轧生产线中,钢板厚度12-60mm,表面温度800℃,选用ZLDS113-50mm高温型号,量程覆盖需求,1μm分辨率满足0.05mm级质量控制要求,水冷设计确保长期稳定运行。
3.2 光学组件:激光器与CMOS接收器
型号选择依据:
激光器波长:650nm红光激光器(如Osram PLT5 650B)光斑小、能量集中,适合高精度测量;850nm红外激光器(如Thorlabs L850P200)抗环境光干扰能力强,适用于户外场景。
CMOS接收器分辨率:1280×1024像素(如On Semi MT9V034)可提供亚像素级光斑定位精度,提升距离测量分辨率。
动态范围:≥60dB(如Sony IMX250)可适应不同表面反射率(如镜面钢板与哑光钢板)。
功能作用:
激光器产生稳定光束,确保测量重复性。
CMOS接收器捕捉反射光斑,通过质心算法计算光斑中心位置,进而推导距离值。
高动态范围接收器避免过曝或欠曝,提升不同工况下的适应性。
选型逻辑:
在某汽车钢板冲压生产线中,需测量表面镀锌层厚度(反射率差异大),选用850nm激光器+IMX250接收器组合,动态范围65dB,可同时适应镀锌层(高反射)与基材(低反射)表面,测量误差≤2μm。
3.3 运动控制模块:伺服电机与直线导轨
型号选择依据:
伺服电机扭矩:根据探头移动质量(如1kg)与加速度(如2m/s²)计算所需扭矩,选用松下MHMD042G1U(额定扭矩1.27N·m)满足需求。
直线导轨精度:C级精度(±0.01mm/m)可保障探头移动稳定性,避免振动引入测量误差。
编码器分辨率:17位绝对式编码器(如海德汉RCN 2200)提供131072脉冲/转,实现微米级位置反馈。
功能作用:
伺服电机驱动探头沿直线导轨移动,实现多点扫描测量。
直线导轨减少摩擦与间隙,保障运动平稳性。
编码器实时反馈探头位置,与激光测厚数据同步,构建厚度分布图。
选型逻辑:
在某风电塔筒焊接检测项目中,需在直径5m的圆周上均匀采集100个测点,选用MHMD042G1U+RCN 2200组合,电机最高转速3000rpm,编码器分辨率支持0.001mm级位置控制,扫描周期≤5分钟。
四、系统集成与优化策略
4.1 抗干扰设计:电磁屏蔽与光路隔离
电磁屏蔽:超声波系统采用双绞线传输信号,激光系统使用光纤连接,减少电磁干扰(EMI)。
光路隔离:激光测厚系统中,激光器与接收器光轴夹角≥30°,避免直接反射光干扰;增加偏振片滤除杂散光。
4.2 数据融合算法:多传感器协同
超声波+激光复合测量:在高温工况下,激光测厚受蒸汽或氧化皮影响时,切换至超声波测量;两者数据加权融合,提升系统鲁棒性。
卡尔曼滤波:对时间序列厚度数据进行滤波,抑制随机噪声,输出平滑结果。
4.3 远程监控与诊断:工业物联网(IIoT)集成
数据传输:通过Modbus TCP或OPC UA协议将测量数据上传至SCADA系统,实现远程监控。
预测性维护:监测传感器温度、振动等参数,提前预警故障,减少停机时间。
五、元器件采购与技术支持资源
5.1 采购平台推荐:拍明芯城(http://www.iczoom.com)
拍明芯城提供一站式元器件采购服务,覆盖超声波探头、激光传感器、ADC、FPGA等核心器件,支持型号查询、品牌对比、价格参考及国产替代方案推荐。例如,搜索“ZLDS113”可获取产品规格书、应用案例及供应商列表,助力快速选型。
5.2 技术文档与工具
数据手册下载:拍明芯城提供PDF格式的元器件数据手册,包含引脚图、电气参数及应用电路。
在线仿真工具:部分器件(如ADC、FPGA)支持在线仿真,验证电路设计可行性。
社区支持:平台论坛汇聚工程师经验分享,可解决选型、调试中的实际问题。
六、总结与展望
单点测钢板厚度方案需根据具体工况(温度、速度、表面状态)选择超声波或激光技术,并围绕核心传感器构建高精度、高可靠性的测量系统。通过优化元器件选型(如高频ADC、高温激光传感器)、集成抗干扰设计与数据融合算法,可显著提升测量精度与稳定性。未来,随着AI算法与5G技术的融合,测厚系统将向智能化、无线化方向发展,进一步拓展工业应用场景。
责任编辑:David
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
基于Xilinx XCKU115的半高PCIe x8 硬件加速卡设计方案
图像传感器在汽车、工业和边缘AI的应用动向

基于RFID技术的智能档案管理系统设计方案
如何确保工业物联网设计符合ISA/IEC安全标准

基于LPC55S69+i.MX 8M的快速灵活EV充电系统解决方案

如何利用物质连接智能家居自动化的孤岛














 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)