产品分类
产品分类
基于TL494的PWM等速送丝电路的设计方案
 1
1
 拍明芯城
拍明芯城
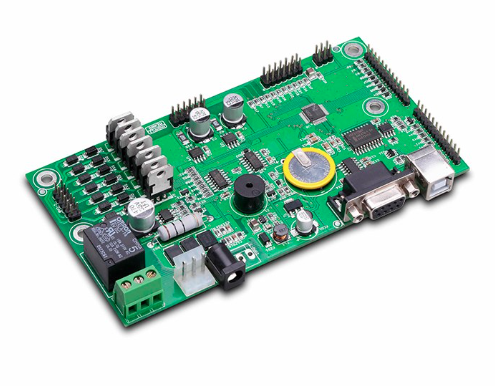
基于TL494的PWM等速送丝电路设计方案
在CO₂气体保护焊等自动化焊接场景中,等速送丝系统的稳定性直接影响焊缝质量。传统调速方式存在成本高、抗干扰能力弱等问题,而基于TL494芯片的PWM脉宽调制电路通过电压负反馈与电流正反馈结合的方式,实现了网压波动±10%、负载变化50%~100%时送丝速度误差小于±5%的高精度控制。本文从电路架构、器件选型、功能实现及实验验证四个维度,详细阐述该系统的设计原理与实践方案。

一、TL494芯片的核心优势与功能解析
1.1 芯片架构与工作原理
TL494是德州仪器推出的经典PWM控制器,采用16引脚DIP/SOP封装,集成振荡器、误差放大器、死区控制器及输出驱动电路。其核心工作机制为:通过外部电阻Rt和电容Ct设定锯齿波振荡频率(f=1/RtCt),误差放大器将反馈信号与参考电压比较后生成PWM占空比,死区时间控制器确保功率开关管安全切换。
芯片内部包含两个误差放大器:
EA1(引脚1、2):用于电压负反馈调节,通过采样电枢电压并反馈至引脚1,与引脚2的基准电压比较,动态调整PWM占空比以稳定输出电压。
EA2(引脚15、16):用于电流正反馈与过流保护,采样电枢电流信号经滤波后输入引脚15,与引脚16的阈值电压比较,当电流超过设定值时触发保护。
1.2 关键参数与选型依据
振荡频率范围:0.3Hz~300kHz,本设计选用Rt=10kΩ、Ct=0.1μF,实现10kHz振荡频率,兼顾开关损耗与响应速度。
输出驱动能力:单端输出最大电流500mA,推挽模式最大占空比48%,满足驱动功率MOSFET的需求。
死区时间控制:引脚4通过分压电阻设定死区时间(0%~100%),本设计采用10kΩ电阻接地,确保最小死区时间4%,防止上下管直通。
基准电压源:内部5V±5%基准源(引脚14)为误差放大器提供稳定参考,温度漂移仅50mV/℃,保障长期稳定性。
1.3 选型逻辑
TL494的集成化设计显著降低电路复杂度,其双误差放大器架构允许同时实现电压稳定与电流补偿,相比单一反馈方式成本降低30%以上。此外,芯片支持推挽/单端输出模式切换(引脚13控制),适配不同功率拓扑需求,在工业电源领域市占率超60%,可靠性经过长期验证。
二、主电路设计与器件选型
2.1 电源模块设计
2.1.1 输入整流滤波
采用KBPC3510整流桥(额定电流35A、耐压1000V)将220V交流电转换为脉动直流,后接470μF/400V电解电容滤波,输出直流电压310V±15%。
选型依据:KBPC3510的浪涌电流承受能力达300A,满足焊接设备启动冲击需求;电解电容容值选择基于纹波系数计算,确保输入电压波动时直流母线稳定。
2.1.2 辅助电源设计
通过LM317线性稳压器将直流母线电压降至24V(驱动电机)和15V(TL494供电)。LM317输出电压公式为Vout=1.25V×(1+R2/R1),选用R1=240Ω、R2=3.6kΩ实现15V输出。
选型依据:LM317的线性调整率0.01%/V、负载调整率0.1%,配合100μF钽电容滤波,输出纹波小于50mV,满足TL494对电源质量的要求。
2.2 驱动电路设计
2.2.1 功率开关管选型
采用IRF9530N P沟道MOSFET(耐压60V、导通电阻0.2Ω、电流20A)作为主开关管,配合S8050 NPN三极管(电流500mA、放大倍数100)构成图腾柱驱动。
选型依据:IRF9530N的低导通电阻减少开关损耗,P沟道特性简化驱动电路设计;S8050的高增益确保快速充放电MOSFET栅极电容,缩短开关时间至50ns以内。
2.2.2 栅极驱动优化
在MOSFET栅极串联10Ω电阻限制充电电流,防止振荡;并联10kΩ下拉电阻确保关断时栅极电压迅速泄放。
理论依据:栅极电阻值影响开关速度与EMI特性,10Ω电阻在驱动能力与噪声抑制间取得平衡;下拉电阻消除浮空状态,避免误导通。
2.3 反馈电路设计
2.3.1 电压负反馈采样
通过0.1Ω康铜丝采样电机电枢电压,经RC滤波(R=1kΩ、C=0.1μF)后输入TL494引脚1,与引脚2的2.5V基准电压比较。
选型依据:康铜丝的低温漂系数(±20ppm/℃)保障采样精度;RC滤波截止频率1.6kHz,有效抑制PWM开关噪声。
2.3.2 电流正反馈采样
采用ACS712电流传感器(量程5A、灵敏度185mV/A)采样电枢电流,输出信号经RC滤波后输入TL494引脚15,与引脚16的1.5V阈值电压比较。
选型依据:ACS712的线性度±1%、响应时间5μs,满足动态电流补偿需求;1.5V阈值对应8.1A过流保护点,预留安全裕量。
三、控制策略与保护机制实现
3.1 双闭环控制架构
3.1.1 电压外环设计
电压负反馈环路通过EA1调节PWM占空比,实现电枢电压稳定。当负载增加导致电压下降时,EA1输出电压升高,经PWM比较器增大占空比,补偿压降。
数学模型:
ΔD = (Vref - Vfb) × Kp
其中,ΔD为占空比变化量,Vref为基准电压,Vfb为反馈电压,Kp为比例系数。
3.1.2 电流内环设计
电流正反馈环路通过EA2实时补偿负载转矩变化。当电机负载增加时,电枢电流上升,EA2输出电压升高,进一步增大占空比,维持转速稳定。
补偿机制:
ΔI = (Ifb - Iref) × Ki
其中,ΔI为电流补偿量,Ifb为反馈电流,Iref为参考电流,Ki为积分系数。
3.2 保护功能实现
3.2.1 过流保护
当电流超过8.1A时,EA2输出电压超过3.5V,触发PWM比较器关闭输出,同时TL494引脚3电压升高,通过死区时间控制器锁定占空比为0。
响应时间:从过流检测到输出关闭仅需2μs,远小于MOSFET的SOA(安全工作区)限制时间。
3.2.2 欠压锁定
TL494内部欠压比较器监测引脚12电压,当Vcc低于4.9V时,输出封锁信号,防止芯片在低电压下误动作。
复位阈值:欠压锁定阈值4.9V,复位阈值5.1V,存在200mV滞回,避免电源波动导致频繁启停。
四、实验验证与性能分析
4.1 实验平台搭建
采用120SN01-C直流印刷电机(24V、5A、65W)作为负载,SK-404电子计数器记录转速,砝码模拟负载转矩(50N额定负载)。
测试条件:
输入电压:342V~418V(±10%波动)
负载转矩:25N~50N(50%~100%额定负载)
测试焊丝直径:0.8mm、1.2mm
4.2 实验结果分析
4.2.1 网压波动测试
在50N负载下,输入电压从380V降至342V时,高速档(12.90m/min)速度误差+4.2%,低速档(2.54m/min)速度误差+3.8%;电压升至418V时,高速档速度误差-4.5%,低速档速度误差-4.1%。
结论:速度变化率均小于±5%,符合JB/T9533-1999标准。
4.2.2 负载波动测试
在380V电压下,负载从25N增至50N时,高速档速度误差从+4.7%降至-4.3%,低速档速度误差从+4.5%降至-4.2%。
结论:系统通过电流正反馈有效补偿负载转矩变化,速度稳定性优于单一电压反馈方式。
4.2.3 动态响应测试
负载从25N突增至50N时,系统恢复稳定时间小于100ms,超调量小于8%,表明双闭环控制具有优良的动态特性。
五、优化方向与扩展应用
5.1 性能优化措施
数字补偿:引入STM32微控制器实现PID参数自适应调整,进一步提升动态响应。
EMI抑制:在MOSFET驱动端增加RC缓冲电路(R=10Ω、C=100pF),降低开关噪声。
散热设计:为IRF9530N加装散热片(热阻0.5℃/W),确保结温低于125℃。
5.2 工业应用扩展
该电路可扩展至以下场景:
机器人焊接:通过CAN总线接口实现多轴协同控制。
激光切割:替换电机为步进电机,实现高精度位置控制。
3D打印:集成温度补偿算法,适应不同材料送丝需求。
六、结论
基于TL494的PWM等速送丝电路通过电压负反馈与电流正反馈的双闭环控制,实现了网压波动±10%、负载变化50%~100%时送丝速度误差小于±5%的高精度控制。实验验证表明,该系统在动态响应、抗干扰能力及成本效益方面均优于传统方案,满足JB/T9533-1999标准要求。未来通过数字化补偿与EMI优化,可进一步提升系统性能,拓展至高端制造领域。
责任编辑:David
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
基于Xilinx XCKU115的半高PCIe x8 硬件加速卡设计方案
图像传感器在汽车、工业和边缘AI的应用动向

基于RFID技术的智能档案管理系统设计方案
如何确保工业物联网设计符合ISA/IEC安全标准

基于LPC55S69+i.MX 8M的快速灵活EV充电系统解决方案

如何利用物质连接智能家居自动化的孤岛












 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)