产品分类
产品分类
基于ATmegal28的智能控制器设计及其在包装机中的应用方案
 1
1
 拍明芯城
拍明芯城
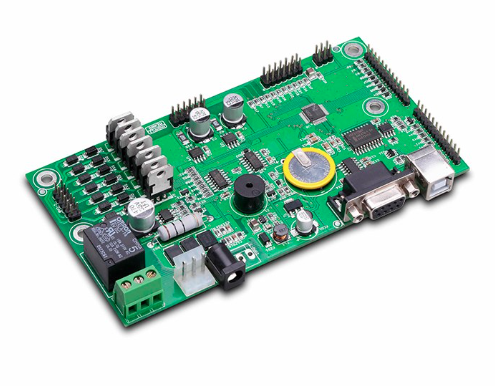
基于ATmega128的智能控制器设计及其在包装机中的应用方案
随着工业自动化技术的飞速发展,智能控制器在各类机械设备中的应用越来越广泛,尤其是在高效率、高精度的包装机械领域。传统的包装机控制系统多采用继电器或简单的PLC,其灵活性、可扩展性和智能化程度均有限。为了提升包装机的性能、降低成本、简化维护,本设计方案提出一种基于AVR系列单片机ATmega128的智能控制器。ATmega128因其高性能、丰富的外设、低功耗以及相对较低的成本,非常适合作为中小型包装机控制系统的核心。本方案将详细阐述基于ATmega128的智能控制器设计,并深入探讨其在包装机中的具体应用,包括硬件选型、软件开发以及实际应用中的性能优化。

一、 ATmega128单片机选型及核心优势
在设计包装机智能控制器时,核心处理器的选择至关重要。我们最终选择ATmega128作为主控芯片,其原因主要基于以下几个方面的考量:
1. 强大的处理能力: ATmega128基于AVR增强型RISC架构,大多数指令可以在一个时钟周期内执行。在16MHz晶振下,其指令执行速度可达16MIPS,足以应对包装机中复杂且实时的控制任务,如伺服电机控制、传感器数据采集、人机交互界面刷新等。高处理速度确保了控制系统的实时响应性和稳定性。
2. 丰富的片上资源: ATmega128集成了128KB的Flash程序存储器、4KB的SRAM和4KB的EEPROM。128KB的Flash足以存储复杂的控制算法、多种产品配方和用户界面代码,避免了外部存储器的需求,降低了硬件复杂性和成本。4KB的SRAM提供了充足的运行时数据空间,用于存储传感器数据、中间计算结果等。而4KB的EEPROM则可以用于保存掉电后仍需保留的关键参数,如校准数据、运行计数器等,保证了系统的可靠性。
3. 外部接口与外设丰富: ATmega128拥有多达53个可编程I/O引脚,这为连接各种传感器(如光电开关、接近开关)、执行器(如电磁阀、步进电机、伺服电机)以及人机交互设备(如LCD显示屏、按键)提供了极大的便利。此外,它集成了8路10位ADC,能够精确采集模拟信号,例如压力传感器或称重传感器的输出,从而实现高精度的物料计量。它还内置了SPI、TWI(I2C)、USART等多种串行通信接口,方便与外部设备(如触摸屏、PLC、上位机)进行数据交换。双路USART接口使得同时与多个设备通信成为可能,例如一路用于上位机通信,一路用于故障诊断模块。
4. 易于开发与调试: ATmega128拥有完善的开发生态系统。AVR Studio(现在已集成到Atmel Studio中)提供了强大的IDE环境,支持C/C++语言编程。Atmel公司的各种编程器和仿真器(如AVR ISP、JTAGICE)也为程序的烧录和在线调试提供了便利,大大缩短了开发周期。
5. 成本与功耗优势: 相较于ARM等更高端的处理器,ATmega128的成本更低,这对于批量生产的包装机来说,具有显著的经济效益。同时,AVR系列单片机以其低功耗特性而闻名,这在某些需要节能的应用场景中也具有重要意义。
综合以上因素,ATmega128无疑是实现高性价比、高可靠性智能包装机控制器的理想选择。
二、 智能控制器硬件电路设计与元器件选型
智能控制器的硬件设计是实现其功能的物理基础。该控制器主要由主控单元、电源模块、输入/输出接口、通信接口和人机交互界面等部分构成。以下是各功能模块的详细设计与元器件选型:
1. 主控单元:
主控芯片: ATmega128L-8AU。选择L版本(低功耗)和AU封装(TQFP)是为了在保证性能的同时,获得更小的体积和更好的焊接兼容性,便于PCB设计。晶振: 16MHz无源晶振。为ATmega128提供稳定的时钟源。选择16MHz是因为它能在保证单片机最高运行速度的同时,兼顾稳定性和功耗。通常会搭配两个22pF的陶瓷电容,用于晶振的谐振匹配,以确保时钟的稳定。复位电路: 采用RC复位电路,由一个10kΩ电阻和100nF电容构成。当系统上电时,电容两端的电压缓慢上升,当达到复位阈值时,单片机开始正常工作,确保了稳定的启动。
2. 电源模块:
电源输入: 包装机通常使用24V DC电源,因此需要降压稳压。DC-DC降压芯片: LM2596S-5.0。这是一款高效的开关电源降压芯片,可以将24V直流电高效转换为5V,为单片机和大部分逻辑电路供电。相比线性稳压器,LM2596S的转换效率高,发热量小,非常适合工业应用。LDO稳压芯片: AMS1117-3.3。用于为某些需要3.3V供电的元器件(如某些传感器或通信模块)提供电源。AMS1117系列是常用的低压差线性稳压器,其优点是输出电压稳定,纹波小。电容: 在电源输入和输出端均需配置电容进行滤波。如在LM2596S的输入端使用470uF/35V电解电容,输出端使用330uF/10V电解电容,以平滑电压波动,提高电源稳定性。
3. 输入/输出(I/O)接口:
数字输入: 用于连接各种开关量传感器,如限位开关、光电开关、接近开关等。为防止工业环境中的干扰,输入端通常采用光耦隔离。选择PC817系列光耦,其成本低,隔离效果好,能够有效保护单片机免受外部高压或噪声的冲击。数字输出: 用于驱动电磁阀、继电器、指示灯等。同样采用光耦隔离,以保护单片机输出引脚。驱动能力不足时,需增加驱动芯片或继电器。ULN2003A是一个常用的达林顿管阵列,可以直接驱动小功率继电器或电磁阀。对于驱动大功率负载,则需要固态继电器(SSR)或机械继电器。模拟输入: 用于连接模拟量传感器,如压力传感器、温度传感器、称重传感器等。ATmega128内置10位ADC,对于一般精度要求已经足够。为提高抗干扰能力,通常在ADC输入端增加RC滤波电路,由1kΩ电阻和10nF电容构成。PWM输出: ATmega128的定时器/计数器支持PWM功能,可直接用于控制步进电机或伺服电机驱动器,实现精确的速度和位置控制。
4. 通信接口:
RS-485通信: 用于与上位机或PLC进行长距离、多点通信。选用SP485或MAX485芯片,它们是专为RS-485总线设计的收发器,具有抗干扰能力强、传输距离远的特点。RS-485通信在工业环境中非常可靠。USART/RS-232通信: 用于与电脑进行短距离调试或数据传输。选择MAX232芯片,它可以将TTL电平转换为RS-232标准电平,方便与PC的串口连接。
5. 人机交互界面:
LCD显示屏: 选用12864点阵式LCD显示屏。它能够显示多行汉字或图形,用于显示机器状态、故障信息、参数设置等。12864显示屏性价比高,且有丰富的开源库支持,易于开发。按键: 采用矩阵键盘或独立按键。通常会使用一个16键矩阵键盘(4x4),以实现参数的输入和功能的切换。为了防止按键抖动,软件中需要加入消抖算法。
三、 智能控制器软件设计
软件是实现智能控制的关键。基于ATmega128的控制器软件设计遵循模块化、分层化的思想,主要包括底层驱动、核心控制算法、通信协议和人机交互界面等部分。
1. 操作系统与任务调度:
为确保多任务的实时性,如同时进行传感器数据采集、电机控制和人机界面刷新,可以采用一个简单的裸机循环加上定时器中断的方式。例如,使用定时器1产生1ms中断,在中断服务程序中执行周期性的任务,如步进电机脉冲生成、PID控制计算等。而主循环则负责处理非实时任务,如按键扫描、LCD刷新、通信数据收发等。这种方式简单高效,资源占用少。对于更复杂的系统,也可以考虑移植轻量级的实时操作系统(RTOS),如FreeRTOS,但对于包装机这种中等复杂度的应用,裸机加中断的方式通常更优。
2. 核心控制算法:
电机控制: 对于步进电机,采用脉冲+方向控制方式。通过调整脉冲的频率来控制速度,脉冲的个数来控制位置。对于伺服电机,则通过发送脉冲串和方向信号给伺服驱动器,伺服驱动器内部的PID算法负责精确控制。PID控制: 在需要精确控制的场合,如恒温控制、恒压控制等,采用PID(比例-积分-微分)算法。P项用于快速响应,I项用于消除稳态误差,D项用于抑制振荡。通过对PID参数的调整,可以使系统达到最佳的控制效果。配方管理: 设计一个数据结构,用于存储不同产品的包装参数,如包装长度、封口温度、计数器设定值等。这些配方数据可以存储在EEPROM中,以确保掉电后不会丢失。
3. 人机交互界面:
软件需设计友好的用户界面,方便操作员进行参数设置和状态监控。通过LCD显示屏,可以实时显示当前运行状态、包装计数、故障信息等。通过按键,操作员可以进入不同的菜单,修改参数、切换配方、手动操作等。
4. 故障诊断与报警:
系统需具备自诊断功能。通过实时监测传感器状态(如光电开关是否被遮挡)、电机运行状态、温度等,当出现异常时,立即通过LCD显示错误信息,并驱动蜂鸣器或指示灯进行报警,同时停止机器运行,防止进一步损坏。例如,当光电开关检测不到包装袋时,立即报警并停机,避免“空包”的产生。
四、 智能控制器在包装机中的应用方案
本基于ATmega128的智能控制器可以应用于多种类型的包装机,如颗粒包装机、粉末包装机、液体灌装机等。以下以一款常见的立式自动包装机为例,详细阐述其应用方案:
1. 机器工作流程:
送料→制袋→充填→封口→切断→成品输出。
2. 控制系统实现:
a. 送料与计量:使用振动盘或螺旋送料器将物料送入计量斗。 使用称重传感器(例如,称重传感器DYLY-103)进行物料称重。称重传感器输出的模拟信号经AD620精密放大器放大后,送入ATmega128的ADC引脚进行采集。软件根据采集到的电压值计算出物料重量,并控制送料器停止。
b. 制袋:使用步进电机或伺服电机驱动送料辊,拉动包装薄膜。 在送料辊的末端安装一个光电传感器,用于检测包装薄膜上的色标点。当传感器检测到色标时,产生一个中断信号,ATmega128在中断服务程序中计算出当前色标位置,并控制电机精确运行,以确保每个袋子的长度一致。
c. 充填:当制袋到位后,通过步进电机驱动螺旋杆进行物料充填。 根据预设的物料重量或体积参数,控制步进电机的转动圈数。为了提高精度,可以配合计时器进行控制。
d. 封口与切断:使用气缸驱动水平封口钳进行热封。 使用温度传感器(例如,PT100热电阻)采集封口钳的温度。PT100的信号经过MAX31865或AD595等专用芯片调理后,送入单片机。单片机通过PID算法控制固态继电器(SSR),调节加热棒的功率,使封口温度保持在设定值。 当封口完成,使用气缸驱动切刀进行切断。气缸的动作由电磁阀控制,电磁阀由单片机的数字输出口通过继电器或ULN2003驱动。
e. 成品输出:在成品输出口安装一个计数光电开关,每当一个包装袋通过时,计数器加1。单片机将计数结果显示在LCD上,并可设置达到预定数量后自动报警或停机。
f. 人机交互:操作员通过按键和LCD界面,可以方便地设置包装长度、封口温度、充填重量等参数,并实时监控生产状态、产量统计和故障信息。
五、 总结与展望
本基于ATmega128的智能控制器设计方案,充分利用了ATmega128单片机的高性能、丰富的片上资源和完善的开发生态。通过精心的硬件电路设计和模块化的软件开发,实现了对包装机工作流程的高效、精确控制。在实际应用中,该控制器不仅能显著提高包装机的自动化程度和生产效率,还能通过实时监控和故障诊断功能,降低维护成本,提升设备可靠性。
随着物联网和工业4.0的发展,未来的智能控制器还将集成更多功能。例如,可以增加以太网接口,使控制器能够远程监控和数据上传至云平台。通过无线通信模块(如ESP8266或NB-IoT),可以实现对包装机的远程管理和故障诊断,进一步提升其智能化水平。此外,可以引入更先进的视觉系统,用于检测包装袋的缺陷,进一步提高产品质量。这些都可以在本方案的基础上,通过扩展模块或升级主控芯片来实现。
总体而言,本方案为中小型包装机提供了一种高性价比、高可靠性的智能控制解决方案,为传统包装机的自动化升级提供了坚实的基础。
责任编辑:David
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
基于Xilinx XCKU115的半高PCIe x8 硬件加速卡设计方案
图像传感器在汽车、工业和边缘AI的应用动向

基于RFID技术的智能档案管理系统设计方案
如何确保工业物联网设计符合ISA/IEC安全标准

基于LPC55S69+i.MX 8M的快速灵活EV充电系统解决方案

如何利用物质连接智能家居自动化的孤岛












 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)