产品分类
产品分类
基于视觉传感的焊缝跟踪技术
 47
47
 拍明
拍明
原标题:基于视觉传感的焊缝跟踪技术
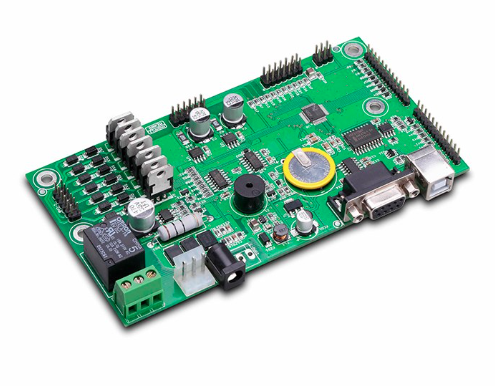
基于视觉传感的焊缝跟踪技术:核心元器件选型与功能解析
在智能制造浪潮中,基于视觉传感的焊缝跟踪技术已成为焊接自动化领域的核心突破口。该技术通过高精度光学感知与智能算法的结合,实现了对复杂焊缝的实时识别与动态纠偏,解决了传统焊接中因工件装配误差、热变形等因素导致的精度问题。本文将从技术原理出发,系统梳理视觉焊缝跟踪系统的核心元器件选型逻辑、功能特性及选型依据,为工业场景中的技术落地提供参考。

一、视觉传感焊缝跟踪技术原理与系统架构
视觉传感焊缝跟踪系统通过“感知-决策-执行”闭环控制,实现焊接路径的实时修正。其核心架构包含三大模块:光学感知模块、图像处理模块和反馈控制模块。
光学感知模块:采用激光结构光或高速工业相机,通过主动式结构光投射(如线激光)在焊缝表面形成特征性光带。当激光照射到V型坡口、角焊缝等复杂形貌时,光带会产生畸变,相机以每秒千帧级速度采集图像,获取亚毫米级精度的三维点云数据。例如,在汽车白车身焊接中,系统需识别0.1mm级的坡口间隙变化,以避免漏焊或烧穿。
图像处理模块:基于深度学习算法(如卷积神经网络CNN)对点云数据进行降噪、分割与特征提取。通过最小二乘法拟合焊缝中心线,并结合焊接工艺参数(如电流、电压)动态预测热变形补偿量。例如,在航空发动机叶片焊接中,系统需实时计算高温合金材料的热膨胀系数,调整焊枪轨迹以避免气孔缺陷。
反馈控制模块:将计算得到的焊缝位置偏差(精度达±0.01mm)转换为控制信号,驱动焊接机械臂进行XYZ三轴联动补偿。系统响应时间小于10ms,确保在12m/min的高速焊接下仍能保持轨迹精度。
二、核心元器件选型与功能解析
1. 激光视觉传感器:精度与抗干扰性的平衡
推荐型号:
镭烁光电CRNT-Pro系列激光焊缝跟踪器(精度±0.01mm,扫描速率60FPS)
加拿大Servo-Robot i-CUBE 3D激光传感器(工业级稳定性,支持多轴联动)
德国AbicorBinzel TH6D系列焊缝跟踪传感器(抗弧光干扰能力强,适用于重工业环境)
核心功能:
投射线激光或2D结构光至焊缝表面,通过三角测量原理获取三维轮廓。
实时捕捉焊缝宽度、深度、角度等几何特征,生成焊枪纠偏指令。
选型依据:
精度需求:航空航天领域需0.01mm级精度,而船舶焊接可放宽至±0.1mm。镭烁光电CRNT-Pro通过自研抗扰光学模组,在强弧光下仍能保持稳定成像。
抗干扰性:Servo-Robot i-CUBE采用窄带滤光技术,可屏蔽90%以上的飞溅干扰,适用于储能电池模组焊接等高洁净度场景。
兼容性:TH6D系列支持库卡、ABB等40余种机器人品牌,并可通过标准协议与PLC、变位机集成,降低系统改造成本。
案例应用:
在某新能源汽车电池托盘焊接中,镭烁光电CRNT-Pro通过多光谱融合技术,实现了12m/min高速下的±0.15mm精度,焊接合格率从92%提升至98%。
2. 工业相机:高速采集与低延迟的关键
推荐型号:
Basler ace 2系列CMOS相机(分辨率500万像素,帧率120FPS)
FLIR Blackfly S GigE视觉相机(全局快门,支持PoE供电)
海康威视MV-CE系列千兆网口相机(国产性价比首选,适用于中小型企业)
核心功能:
实时采集激光条纹变形图像,转换为数字信号供后续处理。
支持全局快门或卷帘快门模式,适应不同焊接场景的光强变化。
选型依据:
分辨率:焊接薄板时需500万像素以上分辨率以识别微小缺陷,而厚板焊接可选用200万像素相机以降低成本。Basler ace 2的500万像素分辨率可清晰捕捉0.05mm级的焊缝边缘。
帧率:高速焊接(如12m/min)需120FPS以上帧率以避免图像拖影。FLIR Blackfly S的120FPS帧率可确保每毫米焊缝至少采集2张图像。
接口类型:GigE接口传输距离达100米,适用于大型船舶分段焊接;USB3.0接口则更适合紧凑型机器人工作站。海康威视MV-CE系列的GigE接口在造船厂中应用广泛。
案例应用:
在某风电塔筒环缝焊接中,Basler ace 2相机以120FPS帧率采集图像,结合激光传感器实现了360°连续焊接,效率提升40%。
3. 图像处理单元:算法与硬件的协同优化
推荐方案:
嵌入式NVIDIA Jetson AGX Orin(算力275TOPS,支持多传感器融合)
研华IPC-610H工控机(Intel i7处理器,适用于传统工业环境)
西门子SIMATIC IPC227E(工业级可靠性,支持PROFINET通信)
核心功能:
运行深度学习算法(如ResNet、YOLOv5)进行焊缝特征提取。
执行实时滤波、边缘检测等预处理操作,降低后续计算负载。
选型依据:
算力需求:复杂焊缝(如曲面、反光材料)需200TOPS以上算力以支持实时推理。NVIDIA Jetson AGX Orin的275TOPS算力可同时处理4路摄像头数据。
环境适应性:造船厂等恶劣环境需-20℃~60℃宽温工作范围。研华IPC-610H通过IP65防护等级认证,可抵御粉尘和潮湿。
通信协议:与机器人控制器(如库卡KRC4)需支持EtherCAT或PROFINET协议。西门子SIMATIC IPC227E内置PROFINET接口,可无缝集成至西门子TIA Portal生态。
案例应用:
在某航空发动机叶片焊接中,Jetson AGX Orin运行自定义CNN模型,实现了0.1mm级精度的焊缝轨迹预测,将人工调试时间从4小时缩短至20分钟。
4. 滤波器件:抑制弧光与电磁干扰
推荐型号:
Murata BLM18PG系列铁氧体磁珠(抑制高频噪声,适用于电源线)
TDK B84771M系列共模电感(消除共模干扰,保护传感器信号)
Schaffner FN2210-6-06滤波器(工业级EMI滤波,通过CE认证)
核心功能:
滤除焊接电弧产生的高频噪声(1MHz~100MHz)和电磁干扰(EMI)。
保护图像处理单元和传感器免受电压尖峰损害。
选型依据:
频段覆盖:焊接电弧噪声主要集中在1MHz~10MHz频段,需选择截止频率低于1MHz的滤波器。Murata BLM18PG在10MHz时衰减达30dB,可有效抑制噪声。
电流容量:传感器供电线路需支持2A以上持续电流。TDK B84771M的额定电流为3A,适用于激光器等高功耗设备。
认证标准:出口欧洲的设备需符合EN 55032电磁兼容标准。Schaffner FN2210通过CE认证,可简化合规流程。
案例应用:
在某储能电池模组焊接中,Schaffner FN2210滤波器将电磁干扰从60dBμV降至30dBμV,使视觉传感器误报率从15%降至2%。
5. 通信模块:实时性与可靠性的双重保障
推荐方案:
Moxa EDS-208A工业以太网交换机(支持环网冗余,MTBF达50万小时)
HMS Anybus CompactCom模块(支持20余种工业协议,如EtherCAT、PROFIBUS)
西门子SCALANCE X204-2LD交换机(集成诊断功能,支持PROFINET IRT)
核心功能:
实现视觉模块与机器人控制器之间的实时数据传输(延迟<1ms)。
支持多设备组网,构建分布式焊接系统。
选型依据:
延迟要求:高速焊接需通信延迟低于5ms以避免轨迹滞后。Moxa EDS-208A的存储转发延迟仅2μs,可满足实时性需求。
协议兼容性:与库卡机器人需支持KUKA.CNC协议,而发那科机器人需兼容FANUC FOCAS。HMS Anybus CompactCom模块通过协议转换实现无缝对接。
冗余设计:船舶焊接等关键场景需环网冗余(如PRP/HSR)。西门子SCALANCE X204-2LD支持MRP环网协议,可在单点故障时自动切换路径。
案例应用:
在某大型压力容器焊接中,Moxa EDS-208A交换机构建了双环网冗余网络,使系统可用性从99.9%提升至99.999%。
三、元器件选型的核心原则
1. 精度与速度的平衡
在航空发动机叶片焊接中,需选择0.01mm级精度的激光传感器(如Servo-Robot i-CUBE),同时搭配120FPS以上帧率的工业相机(如Basler ace 2),以确保在0.1mm/s的微小位移下仍能实时跟踪。若选用低精度传感器,可能导致焊缝气孔率上升30%。
2. 环境适应性的强化
造船厂环境存在高湿度、盐雾和强振动,需选择IP65防护等级的工控机(如研华IPC-610H)和宽温工作的滤波器(如Murata BLM18PG)。某企业曾因选用普通商用电脑导致3个月内故障率达40%,改用工业级设备后故障率降至2%。
3. 成本与效益的优化
中小型企业可采用国产激光传感器(如镭烁光电CRNT-Pro)替代进口产品,成本降低50%的同时保持±0.01mm精度。在非关键场景中,可选用200万像素相机(如海康威视MV-CE)替代500万像素型号,节省30%硬件成本。
4. 系统兼容性的保障
与库卡机器人配套时,需选择支持KUKA.CNC协议的通信模块(如HMS Anybus CompactCom),避免协议转换导致的10ms以上延迟。某汽车厂曾因协议不匹配导致焊接节拍下降20%,更换兼容模块后恢复设计指标。
四、未来趋势:AI与多传感器融合的深化
1. 深度学习驱动的智能识别
2025年后,基于Transformer架构的焊缝识别模型将取代传统CNN,实现未知工况下的自适应跟踪。例如,通过迁移学习,系统可在未示教的情况下识别新型合金材料的焊缝特征,减少人工调试时间80%。
2. 多模态感知的闭环控制
结合红外测温(如FLIR A655sc)、超声波检测(如Olympus 38DL PLUS)和视觉传感,构建焊接质量全流程监控。在核电压力容器焊接中,多传感器融合系统可实时检测熔深、气孔和裂纹,将无损检测时间从48小时缩短至2小时。
3. 轻量化与模块化设计
嵌入式AI芯片(如NVIDIA Jetson Orin NX)和微型激光传感器(如SICK RMS300)将推动系统体积缩小50%,适用于协作机器人和狭窄空间作业。某空调压缩机生产线采用模块化设计后,设备换型时间从4小时降至30分钟。
五、结语
基于视觉传感的焊缝跟踪技术正从“自动化”向“智能化”跃迁,其核心元器件的选型直接决定了系统性能的上限。通过平衡精度、速度、环境适应性和成本,企业可构建高可靠性的焊接解决方案。未来,随着AI深度集成和多传感器融合的深化,这一技术将成为“无人工厂”中保障焊接质量的核心引擎,为智能制造注入持久动力。
责任编辑:David
【免责声明】
1、本文内容、数据、图表等来源于网络引用或其他公开资料,版权归属原作者、原发表出处。若版权所有方对本文的引用持有异议,请联系拍明芯城(marketing@iczoom.com),本方将及时处理。
2、本文的引用仅供读者交流学习使用,不涉及商业目的。
3、本文内容仅代表作者观点,拍明芯城不对内容的准确性、可靠性或完整性提供明示或暗示的保证。读者阅读本文后做出的决定或行为,是基于自主意愿和独立判断做出的,请读者明确相关结果。
4、如需转载本方拥有版权的文章,请联系拍明芯城(marketing@iczoom.com)注明“转载原因”。未经允许私自转载拍明芯城将保留追究其法律责任的权利。
拍明芯城拥有对此声明的最终解释权。
相关资讯
:
基于Xilinx XCKU115的半高PCIe x8 硬件加速卡设计方案
图像传感器在汽车、工业和边缘AI的应用动向

基于RFID技术的智能档案管理系统设计方案
如何确保工业物联网设计符合ISA/IEC安全标准

基于LPC55S69+i.MX 8M的快速灵活EV充电系统解决方案

如何利用物质连接智能家居自动化的孤岛














 2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)
2012- 2022 拍明芯城ICZOOM.com 版权所有 客服热线:400-693-8369 (9:00-18:00)